 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语 葡萄牙语
葡萄牙语 土耳其语
土耳其语
Lazer kesim işleminde yardımcı gazın hava basıncının kesim sonucu üzerinde büyük etkisi vardır. Yardımcı gaz, kesme atıklarını tamamen gidermek için yeterli basınca sahip olmalıdır. Genel olarak, daha kalın bir iş parçasını keserken hava basıncı biraz azaltılmalıdır ve iş parçasına yapışan artıklar kesme kenarına zarar verir.
Gaz basıncını artırmak kesme hızını artırabilir, ancak maksimum değere ulaştıktan sonra gaz basıncını artırmaya devam etmek kesme hızının düşmesine neden olur. Yüksek yardımcı gaz basıncı altında, lazer kesim makinesinin kesme hızının düşmesinin nedeni, yalnızca yüksek hava akış hızının işlem alanı üzerindeki soğutma etkisinin arttırılmasına değil, aynı zamanda lazer kesim makinesinin soğutma etkisine de bağlanabilir. lazer etki alanının soğutma etkisine hava akışında aralıklı şok dalgası. parazit yapmak. Hava akışında eşit olmayan basınç ve sıcaklığın varlığı, hava akışı alanının yoğunluğunda değişikliklere neden olabilir. Böyle bir yoğunluk gradyanı, alan içindeki kırılma indeksinde bir değişiklikle sonuçlanır, bu da ışın enerjisinin odaklanmasına müdahale ederek yeniden odaklanmaya veya ışın sapmasına neden olur. Bu rahatsızlık, eritme verimliliğini etkileyebilir ve bazen mod yapısını değiştirerek, ışın çok fazla saparsa kesme kalitesinin düşmesine neden olabilir. Nokta çok büyükse, etkili bir şekilde kesim yapamamak gibi ciddi sonuçlara bile yol açacaktır.
Fiber lazer kullandığımızda kesme makinesi Kesmek için, eğer ürünü en doğru şekilde kesmek istiyorsak, o zaman öncelikle kesim hassasiyetini hangi yönlerin etkileyeceğini anlamalıyız.
Lazerin yaydığı ışın koniktir, dolayısıyla kesilen yarıklar da koniktir. Bu durumda, 0.4MM kalınlığındaki paslanmaz çelik, 3MM'lik yarıktan çok daha küçük olacaktır. Bu nedenle, lazer ışınının şekli, metal lazer kesim makinesinin kesme hassasiyetini etkileyen önemli bir faktöre bağlıdır. Bu tür konik lazer ışını koşulları altında, iş parçası ne kadar kalınsa, doğruluk o kadar düşük ve dolayısıyla çentik o kadar büyük olur.
Tezgahın doğruluğu, tezgahın doğruluğu eşit değilse veya başka sebepler, yüksek hassasiyetli lazer kesim etkisine yol açacaktır.
Konik lazer ışınları bir araya toplandığında, küçüldükçe küçülürler, bu nedenle lazer kesimin hassasiyeti gittikçe artar, özellikle yarığın genişliği küçülür ve küçülür. Şu anda en küçük ışık noktası 0,01 mm'ye ulaşabilir. Bu da lazer kesim makinesinin kesim hassasiyetini etkileyen faktörlerden biridir.
Bu durumda, farklı malzemelerin kesme hassasiyeti de biraz farklıdır. Aynı malzeme olsa bile malzemenin bileşimi farklı ise kesme hassasiyeti de farklı olacaktır. Bu nedenle iş parçası malzemesinin de lazer kesim doğruluğu üzerinde belirli bir etkisi vardır.
Bilgisayar bandı kesme makinesi (soğuk, sıcak) JM-120LR
Tam otomatik kesim, basit kullanım, geniş uygulama alanı, yüksek kesim kalitesi, soğuk ve sıcak bıçaklar kesilebilir. Özellikler ...
Bu ürün serisini görüntüle
Bilgisayar bandı kesme makinesi (soğuk, sıcak) JM-120LR
Tam otomatik kesim, basit kullanım, geniş uygulama alanı, yüksek kesim kalitesi, soğuk ve sıcak bıçaklar kesilebilir. Özellikler yüksek hız: ...
Bu ürün serisini görüntüle
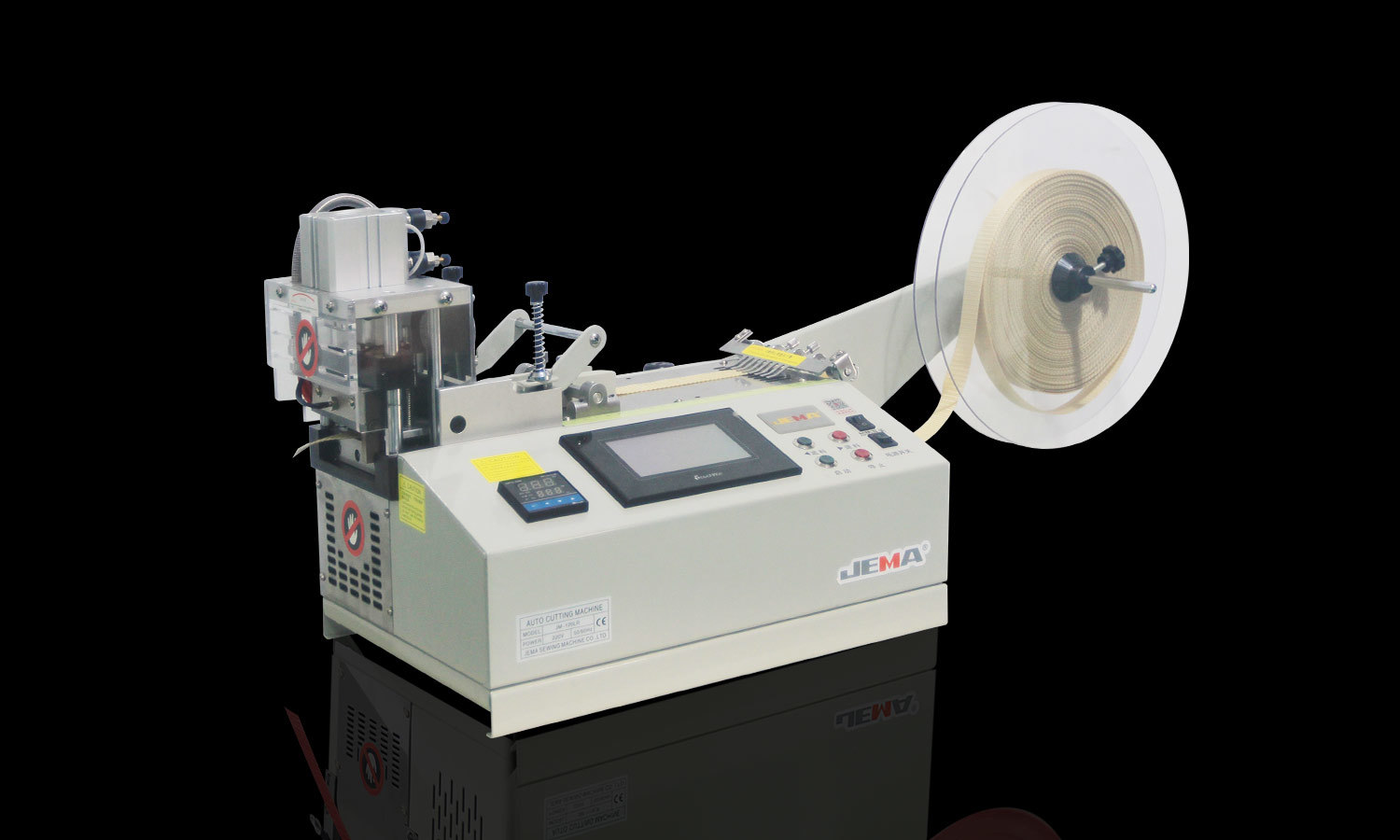
Bilgisayar bandı kesme makinesi (soğuk, sıcak kızılötesi) JM-120HLR
Tam otomatik kesim, basit kullanım, geniş uygulama aralığı ve yüksek kesim kalitesi. Özellikler yüksek hız: Dakikada 70~90 parça kesebilir...
Bu ürün serisini görüntüle
Lazer kesim işlemi sırasında sürekli kesim yapılmasının sebebi nedir?
PREV:Fiber lazer kesim makinesi hangi malzemeleri işleyebilir?NEXT:Lazer kesim makinelerinde kesim kalitesini etkileyen faktörler nelerdir?
Önerilen Ürünler
-
 JM-120H")
Bilgisayar bandı kesme makinesi (sıcak bıçak) JM-120H
Tam otomatik kesim, basit kullanım, geniş uygulama aralığı ve yüksek kesim kalitesi. Özel...
-
 JM-2200")
Ultrasonik Bilgisayarlı Bant Kesme Makinası (Dik Açı / Köşe) JM-2200
Tam otomatik kesim, basit kullanım, geniş uygulama aralığı, yüksek kesim kalitesi, pürüzsüz kesim...
-
 JM-815 / 817")
Bant kesme makinesi (soğuk ve sıcak bıçak) JM-815 / 817
Özellikler Giyim üretimi, tel ve kayış işleme, elektrik montajı ve diğer sektörlerdeki ay...
-

Mikro kesme makinası JM-60
Özellikler JM-6070 mikro kesme makinesi eğrileri, küçük yayları ve küçük partileri kesmek...
Çeşitli ürünlerin üretiminde uzmanlaşmış 25 Yıl kesme makineleri.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Özel Elastik Bant Kesme Makinesi Üreticileri
